





The First 30000 Ton Multi-Directional Mold Forging Fracturing Pump Cylinder In The World
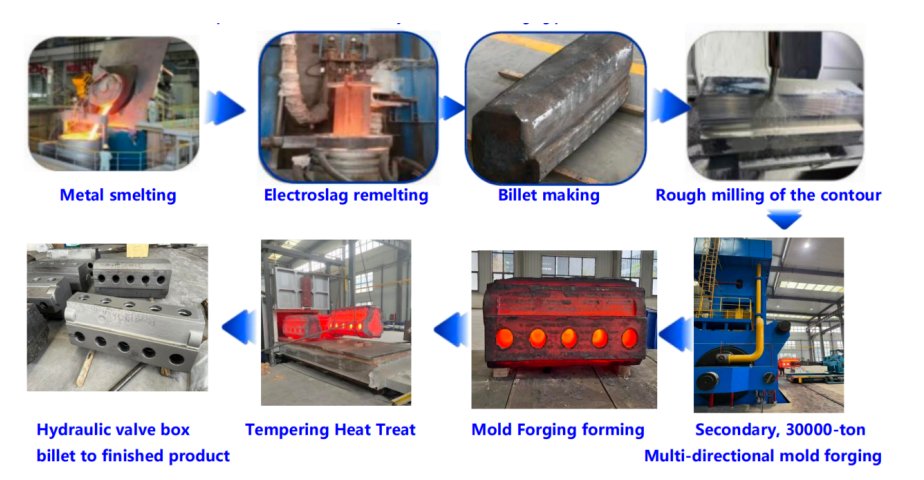
Since 2020, our company has invested significant human, material, and financial resources to form a project team with multiple industry elites. We have jointly developed a 30000-ton multi-directional hot mold forging process with Columbia University in US. Based on the
original manufacturing process of the hydraulic valve box using electroslag remelted steel billets, we added a multi-directional hot mold forging procedure involving high-pressure squeezing both horizontally and vertically. This allows the hydraulic valve box to be simultaneously subjected to 30,000 tons of force from all directions while at 1200°C, resulting in a uniform and dense internal structure.
Finished products of hydraulic valve box have been used in operation in CNPC,SINOPEC and the operation hours have been proven to increase more than 30% compared with valve box made by traditional free forging process.
Features:
1-On the basis of ensuring the existing mechanical performance, the hardness uniformity of the entire section of the fracturing hydraulic valve box can be stably controlled within HB15, compared to the current market standard with hardness ranging from HB300
to HB350, our company's product has improved the hardness uniformity by several times, significantly increasing the service life of the hydraulic valve box.
2-The cross-shaped holes in the fracturing hydraulic valve box are formed during the 30,000-ton precision extrusion process. The metal flow lines at the plunger hole, suction hole, and discharge hole areas are distributed along the internal contour of the valve box,
significantly enhancing its mechanical properties.
3-During the heat treatment, the quenched layer of the valvbe box is retained, ensuring that the working surface of it remains within the quenched layer, significantly enhancing its resistance to impact & corrosion.
4-Our company's hydraulic valve box no longer process the non-working surfaces, retaining the forging and heat treatment surfaces, and greatly shortening the machining time. The mechanical properties of the hydraulic valve box manufactured by this new high-pressure multi-directional mold forging process are essentially uniform and dense at any position, with the hardness uniformity controllable within HRB20. The position of the cross- shaped holes has a hardness uniformity (i.e., the difference between the highest and lowest hardness values) controlled within HRB15.
The metal grain size can reach grade Level 8, and the metal streamline is distributed along the direction of the cross-shaped holes. The performance at the cross-shaped hole position is better, and the structure is denser.
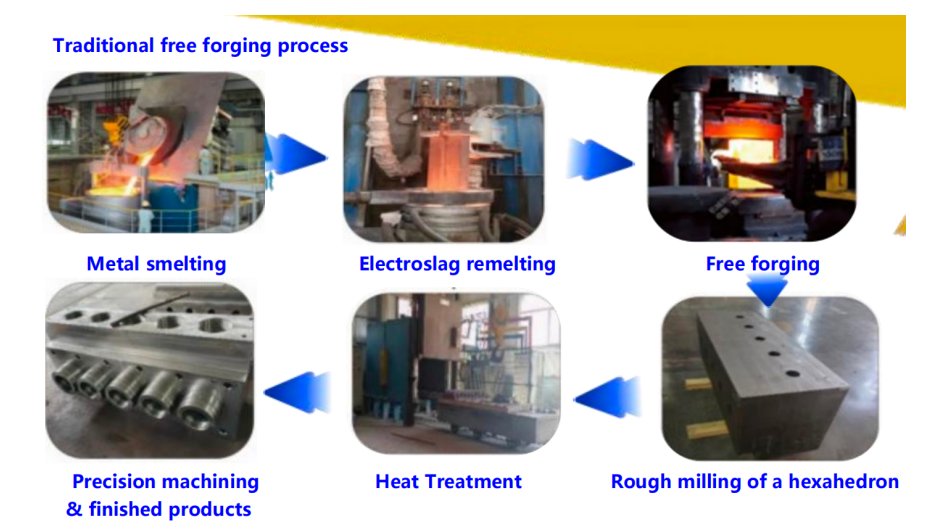
The reasons for the unstable life of the traditional free forging process hydraulic valve box
1-Porosity in the core of hydraulic valve box billets leads to fatigue cracks. Some hydraulic valve box manufacturers, in an effort to reduce production costs, use steel ingots directly for free forging to produce billets. After heat treatment, the billets are machined to create finished products. During the cooling process, the outer layer of the steel ingot cools and solidifies first, while the inner part, upon cooling and contracting, lacks molten steel to compensate for the shrinkage. The core does not quench sufficiently, resulting in an inconsistent ratio of external to internal contraction, which causes porosity in the billet core. The free forging process does not fully resolve the issue of the core in hydraulic valve box billets, making the cross-hole position the weakest part of the hydraulic valve box. Under the impact of high-pressure liquid-solid mixed-phase pulses, fatigue cracks quickly develop at the cross-hole position.
2-The significant difference in mechanical properties leads to a reduction in lifespan. Hydraulic valve box manufacturer who adopts electroslag remelting billets have a more compact internal structure in the electroslag remelting billets, which solves the problem of the core porosity in the hydraulic valve box billets. However, the free forging process also results in a significant difference in mechanical properties and a reduction in lifespan. First, even for the same batch of hydraulic end billets from the same manufacturer, the
processing parameters such as strength, speed, direction, temperature, and number of heating cycles during forging cannot be made completely uniform. Second, in an open environment, multiple free forging operations from top to bottom often use a two-upset
three-draw method for billet forming, leading to a wide variety of impacts on the core during the extrusion process.
From the anatomical analysis of traditional free-forged hydraulic valve box, it is clear that the smaller the difference in mechanical properties such as tensile strength, yield strength, impact energy, and hardness, the better the overall mechanical performance of the hydraulic valve box, and the better the uniformity and compactness of the internal cross- shaped hole position organization. This is the key factor affecting the life of the valve box.
Product Performance Comparison Between New Technology & Traditional
Performance | New High-Pressure Multi-Directional Mold Forging | Traditional free forging process |
Hardness | Surface hardness is measured using the Brinell hardness test, with the highest and lowest hardness values differing by ≤HB20. | Surface hardness is measured using the Brinell hardness test, with the highest hardness value being greater than the lowest value by >HB50. |
The hardness of the cross-shaped holes has the highest and lowest values with a difference of ≤HB15. | The maximum value of the hardness of the entire cross- section differs from the minimum value by >HB60 | |
Metal streamline | Distributed along the cross-hole direction, completely retained during machining | Distributed along the hexahedral direction, all are cut off when machining the cross hole. |
Heat Treatment | The hardening layer is distributed along the cross-hole and is completely retained after machining. | The hardening layer is only on the surface, the hardenability at the cross-hole position is poor, the microstructure distribution is uneven, and the mechanical properties are poor.
|
Charpy Impact | The impact value is about 20J higher than traditional | Lower impact value |